 咨詢電話: 187-1797-6220
咨詢電話: 187-1797-6220
咨詢電話: 187-1797-6220
咨詢電話: 187-1797-6220

— 行業資訊 —
大中電機歡迎您 全國免費客服電話 187-1797-6220
全國免費客服電話 187-1797-6220
地址:上海市松江區莘磚公路399弄
電話:021-6992-5088
手機:187-1797-6220 朱經理
郵箱:18717976220@163.com
發布時間:2022-02-14 14:02
電機繞組焊接是電機生產過程的關鍵生產工序,如主繞組線與主導線的焊接、主導線與導線的焊接、銅轉子棒與端環的焊接等。所有這些環節都將直接影響電機的運行可靠性和質量水平。或不同類型和尺寸的電機,所涉及的焊接工藝有其特殊性,往往不能簡單平等地對待。今天沈女士給大家講講常見的繞組焊接方法。

焊接方法可分為兩類:熔焊和釬焊.焊接直接將兩個工件熔合在一起,接頭處的金屬必須加熱到熔融狀態才能完成焊接。在釬焊中,使用熔點低于母材的金屬材料作為焊料,將焊件和焊料加熱到高于焊料熔點、低于母材熔點的溫度,用液態焊料潤濕母材,填充接頭間隙并與母材擴散,實現連接焊接。電機繞組的焊接大多采用釬焊,雖也有熔焊,但多數情況下要輔助硬釬焊,彌補熔焊缺陷.

電機繞組常見焊接方法
銀銅焊(氣焊)
這種焊接方法適合在電流大溫度高、可靠性要求較高,工作,也是大多數電機制造商采用的焊接方法。焊接設備是乙炔氧焊槍。焊接時,為防止電機線靠近燙手線頭處的絕緣,應將蘸水的石棉繩纏繞在線頭上。同時要防止焊料和焊劑流入線圈間隙,燙傷絕緣,造成短路。

焊錫操作簡單,焊點牢固,所以采用最為普遍,但工作溫度較低。常用的焊接方法有烙鐵和倒錫。當焊絲數量較多時,可采用倒錫的方法。由于焊錫熔點低的限制,僅用于小型電機和溫升較低的電機繞組。

當電弧焊纏繞的導線較細時,可采用電弧焊進行焊接。電弧焊具有無焊劑、快速、方便的特點。但如果并聯較多,導線較多,操作不熟練容易漏焊或焊接不牢。

用氧焊進行鋁焊接時,先在銅線或銅鉛線的連接部位搪錫,然后將刮下的鋁線絞在銅線上,鋁線略高于銅線。然后涂上一層鋁焊料粉,用氣體焊接的中性火焰熔化鋁線,使鋁在銅的頂部熔合,形成球形焊點。這種方法是在不少的電機廠本線與引線的焊接環節采用.

氬弧焊氬弧焊是一種基于普通電弧焊原理的焊接技術,利用氬氣保護金屬焊接材料,通過大電流將焊接材料在被焊基體上熔化成液態形成熔池,使被焊金屬與焊接材料實現冶金結合。由于在高溫熔焊中持續供應氬氣,焊接材料不會與空氣中的氧氣接觸,從而防止焊接材料氧化。該焊接對于多匝繞組的焊接質量起到了較好的作用.

高頻感應釬焊感應釬焊是將待焊接的金屬工件(多為銅)放入感應線圈中,施加高頻交流電產生感應電磁場,感應電磁場會在工件表面產生感應電動勢,在金屬表面形成感應渦流。依靠金屬表面產生的渦流產生熱量,通常在焊接部位涂上焊料粉,待工件達到焊料熔化溫度時即可進行焊接。感應釬焊是目前世界上最清潔、最環保的加熱焊接方法。這種焊接在銅排轉子上應用廣泛,因為它可以同時操作幾個焊點,而且工藝參數一致性好,還有效地使焊點變形。無論來自工效、可靠性及美觀等多方面都是一個較好的工藝,但由于設備成本相對較高以及相應感應線圈的特殊成本,并非每個制造商都采用這種焊接技術。
m=pc" img_width="1280" img_height="629"
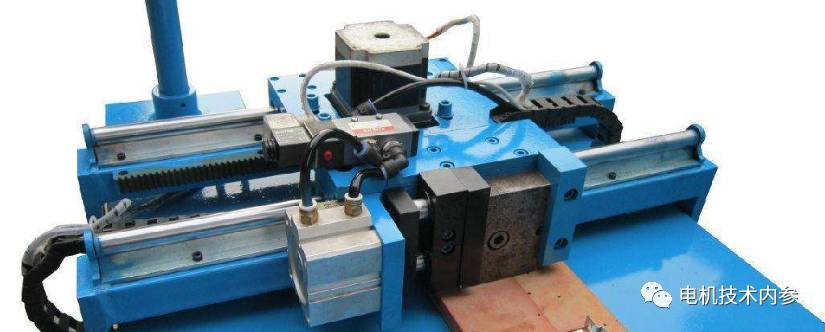
中頻感應釬焊
中頻感應釬焊設備是將表面清洗好的工件以搭接型式裝配在一起,把釬料放在接頭間隙附近或接頭間隙之間。
中頻感應釬焊設備可以代替氧乙炔加熱、煤炭烘爐加熱、箱式電爐加熱等落后的加熱手段,進行釬焊和淬火熱處理。可以極大的提高產品質量,有效節省電能,改善勞動條件。當工件與釬料被加熱到稍高于釬料熔點溫度后,釬料熔化(工件未熔化),并借助毛細管作用被吸入和充滿固態工件間隙之間,液態釬料與工件金屬相互擴散溶解,冷疑后即形成釬焊接頭。中頻感應釬焊設備的特點:1 、由于中頻感應加熱的原理為電磁感應 , 其熱量是由于工件自身產生,該加熱方式升溫速度快 , 氧化極少 , 加熱效率高 , 工藝重復性好 , 金屬表面只有很輕微脫色 , 輕微拋光就可使表面恢復鏡面光亮 , 從而有效獲得恒定一致的材料性能。2 、加熱均勻 , 溫度控制精度高 加熱均勻 , 保證加熱芯表溫差小 .通過溫度控制系統可對溫度進行精確控制 , 保證產品重復精度。
中頻感應釬焊地裸銅條轉子導條的焊接上應用較多,該焊接方式對導條切割、成型及與此相關的并頭套形狀要求較為苛刻,否則焊接效果會大打折扣。
綜合以上信息內容,各個電機廠家應結合各自的設備特點、產品特點進行綜合評價,但焊接質量可靠性是生產制造的關鍵技術。
相關推薦
在線留言




